基于80C52单片机的电加热数字恒温控制系统设计
PID控制的形式多种多样,常用的通常有位置式和增量算式。根据对象的特点,该系统采用PID增量式控制算法。所谓的PID的增量算式,就是根据式(3)计算出u(kT-T),通过计算△u(kT)=u(kT)-u(kT-T)得到PID增量算△u(kT),即第k次采样输出算式为:
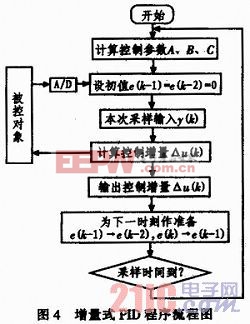
在计算机系统中,一般采用恒定的采样周期T,当确定了Kp、Ki、Kd时,根据前后3次测量的偏差值就可以求出控制增量△u(kT)。增量式PID程序流程图如图4所示。
3 实验结果与系统仿真
在Keilu Vision3中建立一个文件,在代码框中输入程序代码,检查调试代码无误后运行程序生成.HEX文件,打开PROTEUS的原理图编辑及仿真界面,并在界面中打开事先设计好的电路图,最后把转换好的二进制文件加载入80C52单片机,点击运行调试按钮就可以进行硬件和软件的仿真。
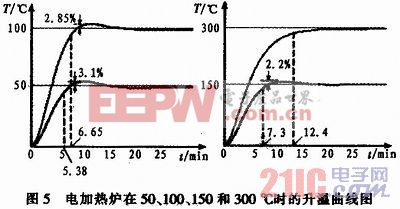
该系统炉温在一定范围内根据实际控制对象可以人工设定,图5为电加热炉温度设定值在50、100、150和300℃时的升温曲线图。从图中可以看出,炉温获得了良好的控制,各项指都达了电加热炉加热对象要求起跳快、调量小、控制平稳的技术指标。
4 结束语
该系统经验证能充分实现温度的实时控制与显示、设定显示,达到智能数字控制仪表的要求。试验表明,该系统具有良好的升温、降温特性,静态、动态指标均达到了控制要求,系统精度高,自适应能力强,可靠性高,抗干扰性强,控制界好等特点。系统的超调量小于4%,调节时间在温30~100范围内均6 min小于,炉温达刭了很好在控制效果。改小温度设定值,该系统可应用于孵蛋、细菌培育等场合恒温控制。该控制器的设计方法在热处理、化工、机械加工、金属冶炼等行业炉温控制器设计中具有一定的借鉴意义和推广价值。

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码