基于PLC与工程型变频器的浆纱机张力控制
3.3 触摸屏组态
触摸屏选用hitech pws6600-s屏。为了提高系统的时效性能,plc与其交换数据的地址尽量选择一组连续的plc地址。组态画面图如图2所示。

图2 组态画面图
4 plc编程设计
4.1 接口硬件
如图1所示,plc是整个控制系统的中枢,由于浆纱机无现场模拟量输入输出故选用一台主机即可。本案选ec20-3232bra。其主要任务为控制两台变频器的动作并通过rs485通讯端口与变频器交换数据(考虑到通讯的延迟及准确性,开关量不采用通讯方式。数据交换采用周期读取模式并控制在1秒内)。
开关量包括主变频器运行停止动作(按钮控制);主变频器升降速动作(按钮控制);张力变频运行停止动作(保持型按钮控制);张力变频张力使能(为检修特设);张力变频卷径复位(按钮控制);确定打印输出。
通讯数据根据光电开关计算的车速(现速度);计算总长;计算匹长;计算匹数;读取张力变频器张力值;读取张力变频器计算的卷径值;改变张力变频器张力设定;改变张力变频器初始卷径;长度、匹数清零;确定系统所处的状态。
4.2 编程设计
大雅浆纱车车头装有一个测量行车长度的光电开关。经检测其输出脉冲为10公分一个脉冲。对于测量匹长完全满足工艺要求,但用于测量车速其刷新速度必然很慢。因此增加一个外部中断检测两个脉冲的间隔时间,换算出行车速度。
变频器td3300通讯,读取张力、卷径数值,如图3所示。
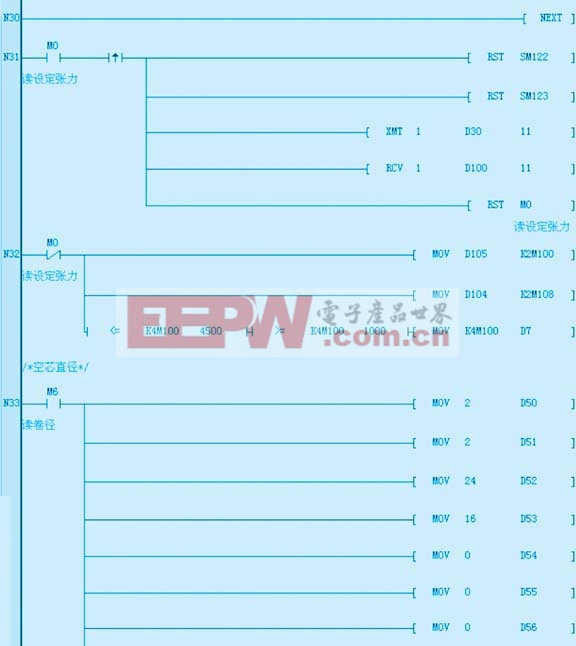
图3 变频器td3300通讯,读取张力、卷径数值图

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码