激光制导自动跟踪焊接系统
伺服电机(焊枪移动Y和Z轴)
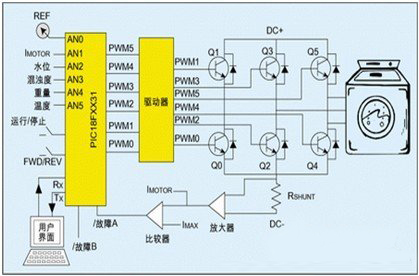
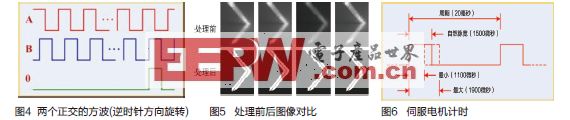
利用GPTA0和GPTA1中的LTC,生成脉宽调制信号。利用两个HS-5645MG伺服电机来控制焊枪的水平(Y轴)和垂直(Z轴)移动。将根据先入先出缓冲区中保存的坐标值,计算出伺服电机需要移动的距离。
根据先入先出缓冲区中保存的y坐标值,调节伺服电机0(水平方向)。伺服电机0的步数范围是-70~65(移动距离为63mm)。伺服电机的步长精度为136/63 = 0.46mm。负值表示朝靠近金属板方向移动,正值表示朝远离金属板方向移动。
伺服电机1(垂直方向)的步数范围是-85~59(移动距离为67.5mm)。伺服电机的步长精度为67.5/145 = 0.46mm。负值表示焊枪向下移动,正值表示焊枪向上移动。
通过将金属板放置在已知距离上,并使焊枪移动至图像处理计算得到的坐标值,用实验方法得出映射值,然后计算出平均值。在当前的演示模型中,伺服电机1的步长相当于1.43像素。

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码