基于S7-300的交流伺服系统在汽车仪表板生产线中的
1.2 系统工艺流程
系统工艺流程如图3。

2 系统软件构成
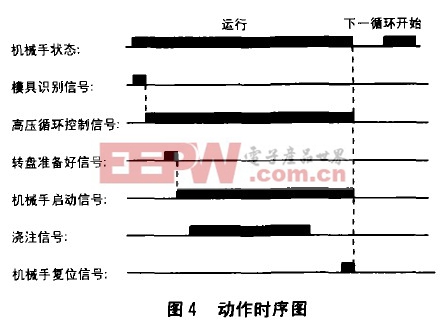
2.1系统的动作时序
系统的动作时序图如图4。
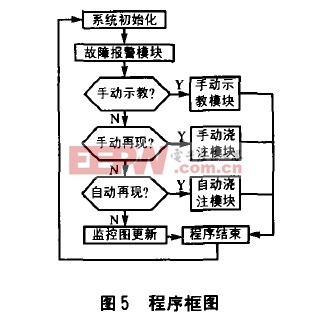
2.2 程序框图及系统软件
系统上位机监控软件采用西门子公司WINCCV5.0软件, 运用该软件设计显示浇注轨迹及示教参数输入等, 中文人机界面, 操作方便。
下位机PLC程序采用西门子公司STEP7 V5.1软件,实现编程监控。程序框图如图5。
3 结束语
由于采用西门子S7―300 PLC为核心的交流伺服系统代替原来的以单片机为核心的直流伺服系统,大大提高了控制可靠性。改造后的系统能完全满足与发泡机、转盘的协调控制, 符合注模工艺要求,系统性价比高, 操作方便, 经济效益显著。
1
2

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码