基于数控技术的延伸外摆线锥齿轮铣齿机改造
2.2 进给伺服系统
在数控机床上通常按不同的要求选用反应式步进电动机、混合式步进电动机、直流伺服电动机或交流伺服电动机。
2.3 检测元件
检测元件的作用是检测位移和速度的实际值,并向数控装置或伺服装置发送反馈信号,从而构成闭环控制。如光电编码器、光栅尺等。
2.4 机械传动部件
2.5 直线滚动导执副
直线滚动导轨副可使机床的零部件(如床鞍)执行往复直线运动。
3 机床数控化改造设计思路
3.1 机床数控化改造原理
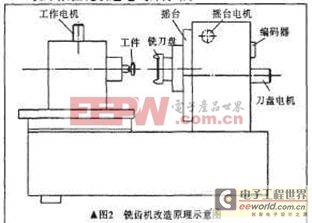
机床数控化改造设计思路分析:由式(16)知,当机床工作时,如果我们用编码器来跟踪机床中铣刀盘旋转切削运动,那么铣刀盘旋转切削运动、工件(轮坯)旋转分齿运动和摇台相对于工件的展成运动三者之间的关系与数控车床加工螺纹时相当,因此可以尝试用车床数控系统对铣齿机进行数控化改造,机床数控化改造原理示意见图2所示。
3. 2 机床数控化改造主要零部件参数(见表1)
表1 主要零部件参数

注:床位的移动方式不变
3. 3 主要传动参数关系式推导
根据式(7)和式(14),结合机床切齿过程,当加工左旋齿轮时,摇台转动(Wh)方向与冠轮转动(WP)方向相反,故么ΔWp<0,ΔWh>0由式(16)得:
设此时铣齿机的切齿过程相当于螺距为P1的螺纹切削过程,于是:
(z1为左旋齿轮齿数,系数60与电机步距角等零部件的参数有关,通过计算得到)。
同理,当加工右旋齿轮(记齿数为历Zz时,同样Wn>0,又设此时铣齿机的切齿过程相当于螺距为P2的螺纹切削过程,可得:
公式(18)和(20)的推导,进一步表明了机床中铣刀盘旋转切削运动、工件(轮坯)的旋转分齿运动和摇台相对于工件的展成运动三者之间的运动关系与螺纹切削相当,亦即数控铣齿机的切齿过程“就是”螺纹切削过程。

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码