伺服驱动系统在电脑横切机上的应用
如果裁切长度大于两倍切刀圆周长,运行速度曲线如图2所示;整个裁切循环从第一个裁切点开始到第二个裁切点结束,重点分段说明如下:
1. BWS-BBR控制系统随时监控进料长度与进料速度并控制伺服马达带动裁切刀轮,掌握正确的裁刀速度曲线。
2. 从第一个裁切点开始 (裁刀方位角等于180度),当时仍然在同步区域内,因此裁刀速度必须与进料速度维持同步运转。
3. 当裁切刀」离开同步区域后,裁刀速度曲线经过控制系统精确的计算、控制,在降低到零速的同时,裁刀方位角也必须刚好等于0度。
4. 当进料长度累计到适当长度时,裁切刀轮开始朝进料速度目标加速;而且裁刀速度曲线经过控制系统精确的计算、控制,务求在裁刀速度上升到与进料速度同步的同时,裁切刀轮也恰好进入同步区域。
6. 进入同步区域之后,裁刀速度必须随时与进料速度维持同步运转,直到第二个裁切点出现,乃完成一次裁切循环。
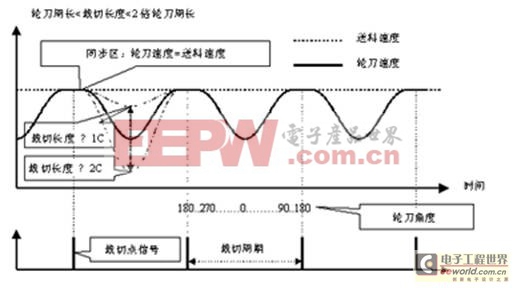
图3: 裁切长度大于切刀圆周长且小于两倍切刀圆周长的运转曲线
如果裁切长度大于切刀圆周长且小于两倍切刀圆周长,则运行速度曲线如图3所示。基本运行速度曲线类似图2。差异如下:
1. 在整个裁切循环中,当裁切刀轮离开同步区域后,裁刀速度虽然也会下降,但不会降速至零速停止,不存在零速区域。
2. 经过BWS-BBR控制系统精确的计算、控制,在裁刀速度降低到一定值之后,立刻开始再加速;务求在裁刀速度上升到与进料速度同步的同时,裁切刀轮也恰好进入同步区域;并维持同步直到第二个裁切点出现,乃完成一次裁切循环。
3. 裁切长度越趋近切刀圆周长,则速度下降越少;当裁切长度等于切刀圆周长时,裁刀速度在整个裁切循环中都维持与进料速度完全同步
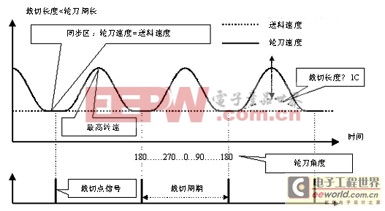
图4: 裁切长度小于切刀圆周长的运转曲线
如果裁切长度小于切刀圆周长,则运行速度曲线如图4所示;基本运行速度曲线类似图3。差异如下:
1. 在整个裁切循环中,当裁切刀轮离开同步区域后,裁刀速度不降速,反而开始加速。
2. 经过BWS-BBR控制系统精确的计算、控制,在裁刀速度上升到一定值之后,立刻开始减速;务求在裁刀速度下降到与进料速度同步的同时,裁切刀轮也恰好进入同步区域;并维持同步直到第二个裁切点出现,乃完成一次裁切循环。
3. 裁切长度越小,则裁刀速度上升越高,将造成马达剧烈的加减速。

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码