运动控制器在包装行业的应用
表1系统配置

4控制工艺
夹手装置由三个伺服电机驱动,完成袋子的移送,其电子凸轮曲线如下图示:
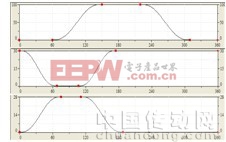
图4夹手装置凸轮曲线
制袋工位由一个伺服电机驱动,其凸轮曲线如图5所示。
图5热封装置凸轮曲线
拉模装置由两个伺服电机驱动,其凸轮曲线如图6所示。
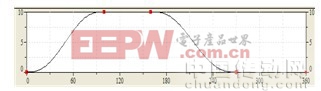
图6拉膜装置凸轮曲线
主轴变频器驱动的电机上带一个编码器,在正常运行时,其他轴根据自己所处的位置相应做跟随运动。放膜部分采用张力控制,使放膜辊在放膜过程中,均匀放膜。
拉膜轴通过速度控制进给包装膜,在每送一个袋子时,通过色标作为前一次袋长检测触发信号,直接接入到运动控制器高速信号接口,然后通过外部编码器读取实际膜长,与存储的标准长度进行比较,如果有偏差的话,就在下一包进行调整。
拉膜的宽带通过电子凸轮实现,可以保证到整机的速度一致性,但是凸轮的曲线不能在线修改,但可使用虚轴的功能:即使用MC-VirtualAxis指令构建一个虚拟轴。虚轴是运动控制器内部可以创建的一个假想轴,专门用于位移量叠加计算进行使用,由于是理想轴,所以不会出现任何偏差,并且可以自己定义任何轨迹。这里将虚轴和实轴的凸轮曲线用电子齿轮方式啮合,做同步,运行过程中可以修改电子齿轮的齿轮比,即可达到在线调节凸轮曲线的目的。
在停机时,拉膜装置在完成本次拉送袋子后,立即停止。制袋装置在拉膜装置停止后,也立即停止,并且运动到安全位置,等待下次工作。再次运行前,制袋装置需运行到同步的位置后,开始运行主机。
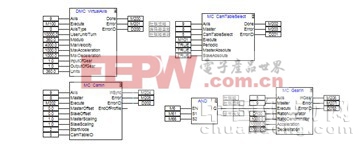
图7拉膜装置曲线控制
5系统通讯
5.1变频部分
变频器和运动控制器通讯时需要在CANopenBuilder软件中导入ATV312的EDS文件。
DVPCOPM-SL模块是运行于DVP10MC左侧的CANopen主站模块,当DVP10MC通过DVPCOPM-SL模块与CANopen网络相连时,DVPCOPM-SL模块负责运动控制器与总线上其它从站的数据交换接口。DVPCOPM-SL模块既可以在总线中做主站,也可以通过设置使其在总线中做从站。模块映像地址:输入:D6000-D6226,输出D6250-D6476。
DVPCOPM-SL在设置地址时,只有在模块断电情况下设置才有效,完成设置后,再将模块上电。如果接线与节点地址均设置正确,模块上面的LED会显示当前站号地址,如果为红色代码闪烁,请检查通讯速率不要太高,或选用标准的CAN电缆。

图8变频总线图
5.2伺服部分
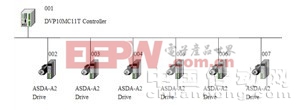
图9伺服总线图

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码