采用航空插头的SMP运动控制内核机器人控制系统
4 应用软件开发
SMP 系统提供了应用于Visual C++、Visual Basic 和Java 的应用软件库接口、MAPI 源代码和对引擎内核的实时调用DLL 文件。强大的MDK 二次开发软件包可方便用户根据操作习惯和实际需要开发自己的应用软件。本文介绍的机器人控制系统选用Visual Basic 软件作为开发环境。
4.1 软件开发流程
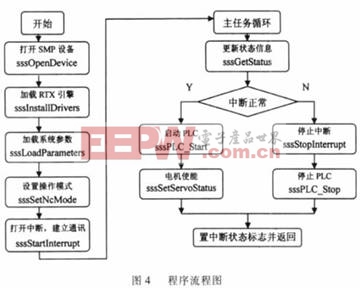
应用软件的运行首先要实现对SMP 系统的初始化和RTX 引擎的启动。SMP 系统的初始化包括SMP 设备打开和系统参数加载。系统初始化和RTX 引擎启动成功后, 设置系统操作模式, 打开中断循环并与远程设备建立通讯。程序主循环过程中断状态正常时, 打开PLC 引擎并使伺服电机。在不同操作模式下, 根据实际需用编写界面操作程序。软件编写过程中, 通过MDK 二次开发包提供的MAPI 调用语句和动态链接文件DLL, 可实时读取界面操作所需要的引擎状态和系统信息。
4.2 示教操作界面
手动示教模式的功能是让操作人员记录机器人位置姿态并生成焊接轨迹。在机器人的实际应用中, 需要操作人员在手动操作模式下移动机器人关节使焊枪末端始终沿着规定的焊接轨迹移动, 然后在示教模式下记录运动过程中的关键位置点, 并根据焊接的要求插入打开焊枪、关闭焊枪、输入焊接速度、暂停等功能指令, 最后保存轨迹生成可再现的示教程序[4].程序中对焊枪的控制是将M 指令进行译码后, 交给PLC 引擎运算, 并通过PLC 输出点控制焊枪的开始点和结束点。示教功能界面如图5 所示。在自动运行界面下, 操作者可重复调用保存好的示教轨迹程序, 控制机器人运动, 完成焊接。

5 结束语
本文介绍的基于PC 机和Windows 系统的机器人控制系统具有运行稳定、系统内核升级方便、应用软件开发周期短、界面友好等优点。本系统实现了对6 个自由度机器人的联动控制, 完成了示教编程、参数设定, 自动运行等功能模块的编程。搭配松下A4N 系列伺服和广东伺博科NBC-350 二氧化碳气保焊机, 在实际的焊接应用中取得了良好的效果。通过对焊接速度和焊接电流, 电压等参数的调节, 焊接质量达到了技术要求, 轨迹准确, 焊缝平滑。接下去, 机器人系统的进一步研究工作将主要在以下两个方面:
(1) 深入研究机器人运动的速度前馈和加减速算法,提高机器人在高速运动下的定位精度, 减少振动, 保证机器人运动的平稳性;
(2) 建立机器人三维模型, 研究机器人逆运动学算法, 规划机器人的空间运动轨迹, 编写离线编程加工程序。

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码