CompactRIO测试技术在油泵功能测试线中的应用
系统自动测试工艺过程如图8所示。

1) 工件识别。当工件被正常装入测试夹具后,系统将对工件进行自动识别并判断是否合格,如果工件识别正确,则进行下一个工序测试。如果没有工件放入,或工件放置位置错误,则系统自动提示工件识别错误报警并停止测试。需手动复位,并重新开始测试。
2) 扫描条码识别。当工件被识别后,扫描条码器自动打开对测试工件进行条码扫描。如果扫描编码与预设扫描客户编码一致,系统自动判断扫描条码合格,关闭扫描条码器,并进行下一道工序测试。如果扫描编码与预设扫描客户编码不一致,则系统自动提示扫描条码错误报警并停止测试。需手动复位,并重新开始测试。
3) TSG电阻值测试。当工件条码扫描合格后,系统将根据型号选择,确定是否进行TSG电阻测试。如果TSG电阻测试被选中,系统将自动进行TSG电阻测试。否则,系统将跳过本道测试工序,进行下一道工序的测试。
在进行TSG电阻测试过程中,系统将控制电机测试丝杆带动被测工件的浮子进行TSG电阻测试,并将整个测试过程以高度为横坐标,以测试阻值为纵坐标的测试特性曲线记录下来,同预先设置好的检验范围进行对比。如图9所示。
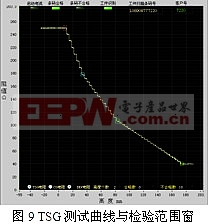
如果测试点测试结果均在检验范围内,则判定TSG电阻测试合格,进行下一道工序测试。如果其中一个或多个测试数据超过检验范围,则系统自动提示TSG电阻测试错误报警并停止测试。需手动复位,并重新开始测试。
4) 启动电流测试。当工件TSG电阻测试合格后(如果系统选择进行TSG电阻测试),系统将自动开启测试电源,进行工件启动电流测试,并求取启动电流的最大值与预先设置的允许最大启动电流进行对比。如果测试结果小于预设值,则判定启动电流测试合格,系统自动进行下一工序测试,否则系统自动提示启动电流错误报警。需手动复位,并重新开始测试。
5) 极性测试。当启动电流测试合格后系统将打开极性传感器,在工件加电工作条件下进行极性测试。如果工件工作正常,则极性测试合格,系统自动进行下一工序测试,否则系统自动提示极性错误报警。需手动复位,并重新开始测试。
6) DRV电阻测试。当极性测试合格后,系统将根据型号选择,确定是否进行DRV电阻测试。如果DRV电阻测试被选中,系统将自动进行DRV电阻测试。否则,系统将跳过本道测试工序,进行下一道工序的测试。
在进行DRV电阻测试过程中,系统将控制DRV上推气缸前进至DRV电阻待测位置,并推动DRV测试气针接触到DRV电阻测试位置。 然后自动测试工件DRV电阻,并同预先设置好的检测范围进行对比,如果测试结果在预设的检测范围以内,则判定DRV电阻测试合格,系统自动进行下一工序测试,否则系统自动提示DRV电阻测试错误报警。需手动复位,并重新开始测试。
7) CO电阻测试。CO电阻的测试工艺与DRV电阻的测试工艺基本相似。即当DRV电阻测试合格后,系统将根据型号选择,确定是否进行CO电阻测试。如果CO电阻测试被选中,系统将自动进行CO电阻测试,否则系统将结束测试。并提示操作人员工件所有测试参数合格,请取走工件,并开始下一工件的参数测试。
在进行CO电阻测试过程中,系统将CO测试气针接触到CO电阻测试位置后,自动测试工件CO电阻。在测试完成后,自动同预先设置好的检测范围进行对比。如果测试结果在预设的检测范围以内,则CO电阻测试合格,并结束整个测试。否则系统自动提示CO电阻测试错误报警。需手动复位,并重新开始测试。
5 总结
本油泵支架测试台是联合汽车电子有限公司西安厂针对油泵支架专门开发的参数测试系统。该系统采用NI公司COMPACTRIO测试系统进行开发,目前已经投入生产线运行,测试结果稳定,达到预期的设计功能。
关键词: NI 测试 COMPACTRIO

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码