基于触摸屏和PLC的金相切割机控制系统
3.1 主控制系统
PLC是整个控制系统的核心。PLC是专为在工业环境下应用而设计的一种数字运算操作电子装置,是带有存储器、可以编制程序的控制器。它能够存储和执行指令,进行逻辑运算、顺序控制、定时、计数和算术运算等操作,并通过数字式和模拟式输入/输出,控制各种类型的机械和生产过程。它具有体积小,功能强,编程方便,可靠性高,耐恶劣环境能力强等优点,已广泛应用于工业自动化生产的各个领域。该系统采用OM-RON公司的CP1 H X40DT-D程序一体化PLC。可实现高速计数器4轴、脉冲输出4轴;通过扩展CPM1A系列的扩展I/O单元。CP1H整体可以达到最大320点的输入/输出;通过安装选件板,可进行RS 232C通信或RS 422A/485通信。
3.2 变频器调速系统
在进行电机调速时,电机磁通量是需要考虑的一个重要因素,如果磁通量太弱,电机会出现欠磁通,势必会给电机输出转矩带来很大影响。因为:
Tm=KTφmI2COSψ2 (1)
式中:Tm是电磁转矩;KT为比例系数;φm是主磁通量;I2是转子电流;cosψ2是转子回路的功率因数。
由式(1)可知,电机磁通量的降低直接影响电磁转矩的减小。因此,在改变电机频率时,应该对电机电压进行协调控制,以维持电机磁通的恒定。根据切割机的主电机参数,该系统选用Siemens公司的MM420变频器,通过设定变频器输出功率的变化来控制主电机转速的变化,两者之间近似呈线性关系,从而实现了无级调速的目的。PLC为漏型晶体管输出,与变频器的通讯采用基于USS协议的串行口RS 485通信方式。这里,为了确保系统安全运行,必须将变频器接地端可靠接地。
3.3 步进电机驱动系统
步进电机是可以将电脉冲信号转变为角位移或线位移的电磁机械装置。给电机加一个脉冲信号,电机按照设定方向转动一个步距角。电机转速与输入脉冲频率保持同步。该系统中通过控制脉冲个数来控制角位移量,达到定位精确的目的;通过控制脉冲频率控制电机转动速度,从而达到调速的目的。x,y,z三向步进电机分别由3个MS-2H090M型步进电机驱动器来驱动,每向步进电机驱动器包括使能输入端EN,步进脉冲输入端CP和方向电平信号输入端DIR。
4 软件系统设计
4.1 主控制系统软件程序设计
软件程序主要完成系统初始化,设定切割参数,启动切割机控制系统,并将切割参量送往触摸屏上实时显示。控制系统主程序流程如图2所示。
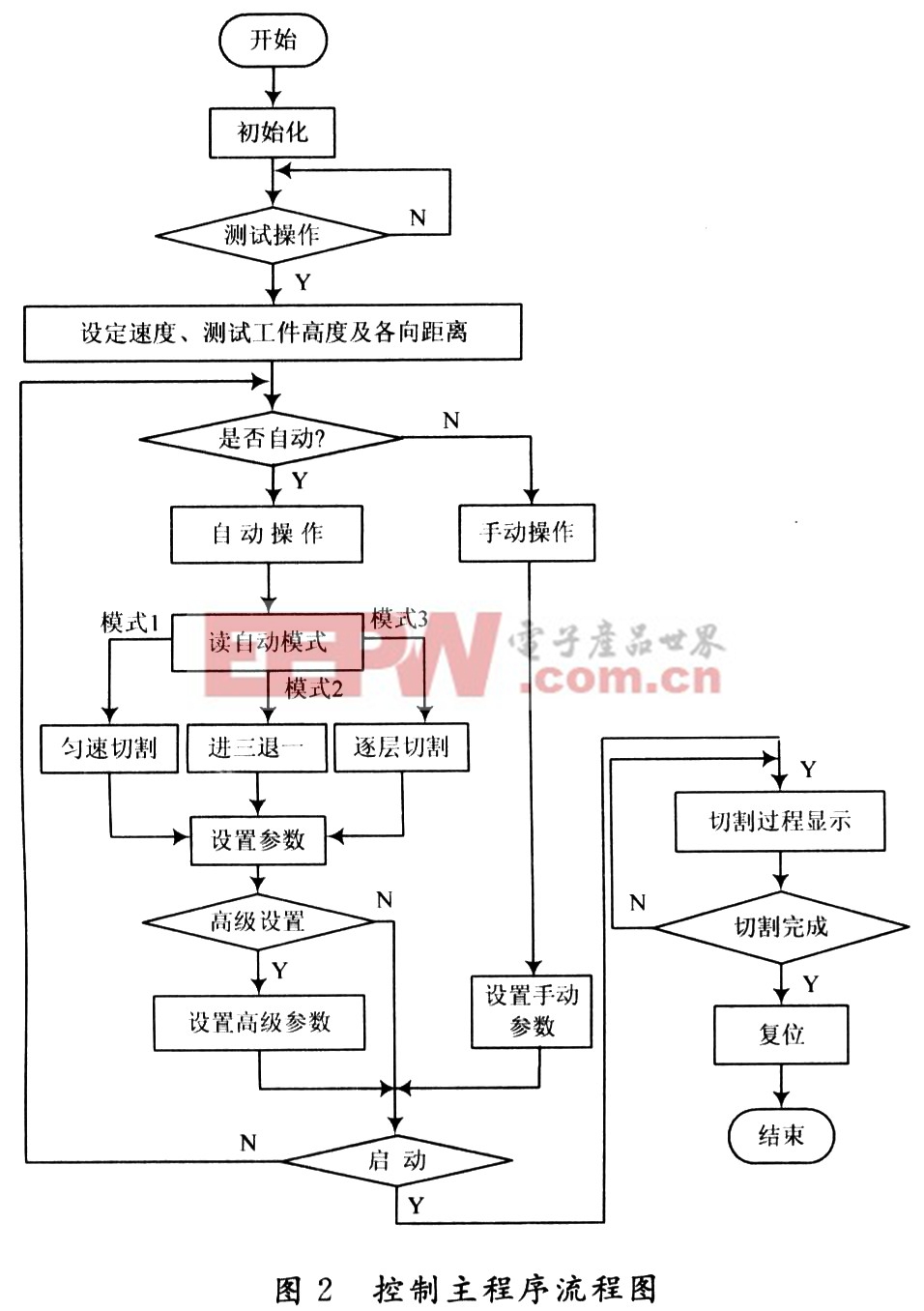
系统初始化主要完成软件初值、内存、I/O口以及硬件电路状态的初始化,使PLC及其连接的外围电路处于准备工作状态。主要包括PLC内部RAM单元的初始化,触摸屏上电的初始化,I/O端口方式的初始化等。
在启动切割之前,需要对相应的切割工艺参数进行正确设置。其中,自动操作包括三种模式(匀速切割、进三退一切割、逐层切割),每种模式根据具体需要还可以设置相应的高级设置选项和加密操作选项,在方便操作的同时增强了安全性。

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码